Manufacturing applications are pivotal in today’s industrial landscape. They encompass a range of technologies that enhance production efficiency and quality. According to recent industry reports, the manufacturing sector is projected to experience a compound annual growth rate (CAGR) of 4.0% from 2023 to 2028. This growth highlights the increasing reliance on innovative applications in manufacturing processes.
These applications serve various purposes, such as automation, supply chain management, and quality control. For instance, a survey by the International Data Corporation (IDC) indicated that 75% of manufacturers use automation to reduce labor costs. However, the implementation of manufacturing applications is not without challenges. Companies must invest in training and infrastructure, yet many fail to foresee these complexities.
The benefits of adopting advanced manufacturing applications are clear. They can drastically improve efficiency and reduce waste. However, companies often overlook the ongoing need for adaptation and continuous improvement. As the landscape evolves, so must the applications that drive success in manufacturing. Exploring these tools is essential for future sustainability and competitiveness.
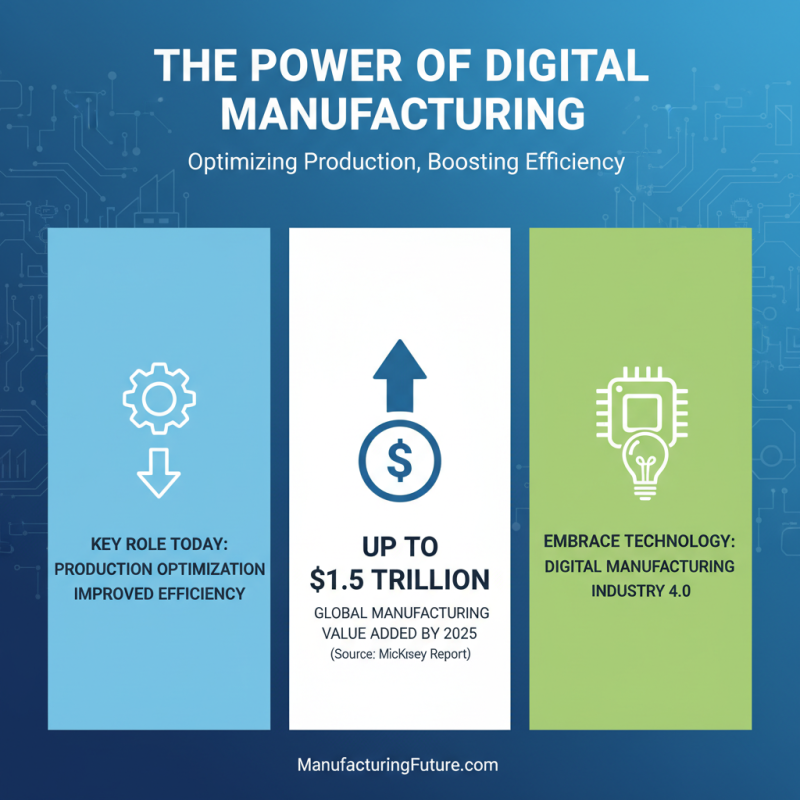
Manufacturing applications play a crucial role in the industry today. They enable companies to optimize production processes and improve efficiency. According to a report by McKinsey, digital manufacturing could add up to $1.5 trillion in value to global manufacturing by 2025. This figure highlights the significance of embracing technology in manufacturing.
Many manufacturers use these applications to streamline operations. For instance, predictive maintenance applications can reduce downtime by 30% or more. This reduces costs and increases productivity. However, not all manufacturers leverage these technologies effectively. A survey by Deloitte found that over 60% of manufacturers struggle with data management and integration across systems. These challenges can hinder the full potential of manufacturing applications.
Additionally, the proliferation of automation raises concerns about the workforce. As machines take on more tasks, the demand for skilled labor fluctuates. Some workers may find their roles obsolete. The World Economic Forum predicted that 85 million jobs could be displaced by automation by 2025. Balancing technology adoption with workforce needs is essential for sustainable growth.




We’re here to help and answer your questions.